



2. 中国科学院大学, 北京 100049;
3. 河北工业大学控制科学与工程学院, 天津 300401
2. University of Chinese Academy of Sciences, Beijing 100049, China;
3. School of Control Science and Engineering, Hebei University of Technology, Tianjin 300401, China
1 引言
在工业控制系统中,采样信号是离散化实际生产系统的连续信号而获得的,通常由采样器和保持器采样保持得到[1].由于受到客观物理因素的限制,系统的多个输入输出可能工作在不同的采样(保持)速率下,从而在同一个控制系统中存在多个采样速率,形成多速率系统.多速率系统在模型描述、参数辨识和优化控制等方面比单速率系统更为复杂[2].
对于多速率控制系统,提升技术是一种有效的处理方法[3].Khargonekar等[4]利用提升技术将时变的多速率系统转化为慢速率采样周期内的时不变单速率系统.但是,这种方法只考虑了输出采样信息,没有考虑输出采样点之间的信息,输出采样速度过慢的情况会造成控制效果的恶化.Rossiter等[5]针对控制过程中输出采样速度过慢的情况提出了快速推断控制.Li等[6]采用提升技术和推断控制结构研究了多速率系统的性能和鲁棒性.Ding等[7]给出了多速率系统建模的参数辨识方法综述,提出了多速率系统的递阶辨识方法.无论是提升技术还是推断控制方法,都需要得到多速率系统精确的数学模型,对模型的辨识精度提出了较高的要求[8].
预测控制算法是一种对模型要求低、能处理多变量和有约束的情况且在线计算量能为过程控制所接受的优化控制算法[9-10].陆顾新等[11]针对基于模型预测控制算法的多速率系统的控制问题,提出了采用不同建模周期的建模方法和预测控制算法,该方法对采样周期差异较大的情况适用性有限.本文针对此类多速率系统,提出了一种基于基准周期的模型辨识及预测控制策略,即将整个控制器统一到基准周期下,该策略能够适用于更大的采样周期差异,并在典型重油分馏塔系统上应用所提控制策略,验证了该控制策略的有效性和适用范围.
2 多速率系统描述在很多复杂的工业过程控制中,由于经济因素或测量仪表的限制,系统的一个或多个被控输出变量的测量值要经过比其它变量大得多的采样时间才可以得到,此类输出称为慢采样输出,此系统即为本文所研究的多速率系统[12].此多速率系统可以描述为:有m个控制输入和p个被控输出,m个控制输入的采样周期均取T,p个被控输出的采样周期分别取Ty1=n1T,Ty2=n2T,…,Typ=np×T,其中n1,n2,…,np是正整数.以控制输入的采样周期T为基准周期,大于基准周期的被控输出为慢采样输出,等于基准周期的被控输出为正常采样输出[13].为描述方便,本文假设系统仅有一个慢采样输出,为系统第p个输出yp,即n1=n2=…=np-1=1,np>1,并以此为例描述下文所提策略,当系统中有多个慢采样输出时可按本文所提方法进行扩展.
3 多速率系统的模型预测控制策略模型预测控制是基于模型的计算机算法的总称,其基本组成包括3个部分:预测模型、滚动优化、反馈校正[14].预测模型是多变量预测控制的核心[15].动态矩阵算法是应用最为广泛的一种预测控制算法.本文以动态矩阵算法为例阐述多速率系统的模型预测控制策略,同样该策略可以推广至其它预测控制算法.文中所述动态矩阵算法的公式及符号参考自邹涛等所著《模型预测控制工程应用导论》[16],为了简化描述过程,对相关符号的具体表达式不作详细展开.本文所述适用于多速率系统的模型预测控制策略是将整个预测模型及控制器的周期统一为基准周期,建立基于基准周期的单位阶跃响应系数模型,提出慢采样输出的预测及校正策略.
3.1 多速率系统的单位阶跃响应系数模型工业过程中,DMC的预测模型可以通过在控制输入端加入阶跃信号获得[17],而慢采样输出仅能获得采样点处的阶跃响应系数,缺失了在非采样点处的阶跃响应系数.根据慢采样输出在建模时域内的采样点数不同分成3种情况:
(1) 在建模时域内有少于2个采样点;
(2) 在建模时域内有2个采样点;
(3) 在建模时域内有多于2个采样点.
实际中出于经济效益的考虑,几个输出共用一块仪表并在不同输出间进行切换,或者受测量仪器的测量频率限制等因素都会造成输出采样频率变慢.为了增加建模精度,可以在测试阶段将共用仪表一直用来采集需要建模的被控输出或者增加测量仪器数量,即可增加慢采样输出的测量次数,在测试结束后再恢复正常测量模式.特别对于情况(1),缺失动态信息无法建模,必须通过增加测量次数,使其转化为情况(2) 或情况(3).因此对于建模可分为2种情况,即情况(2) 和情况(3).本文针对这2种情况,提出了2种相应的策略.
3.1.1 1阶惯性等效模型同第2节中描述的多速率系统,慢采样输出为yp,采样周期为npT(np>1),对于上述情况(2),慢采样输出yp在建模时域内对应每个输入uj(j=1,…,m)仅有2个阶跃响应采样点,表示为[b1j,b2j],采样点处时间为[npT,2npT].则通过将该输出响应等效为1阶惯性环节得到在非采样点处的阶跃响应系数.
1阶惯性环节的传递函数表示为

|
(1) |
式中,Kj为控制输入uj作用下的阶跃响应模型的增益系数,Tj为控制输入uj作用下的阶跃响应模型的时间系数.在单位阶跃信号激励下的时域响应解析式为

|
(2) |
将2个采样点代入时域响应解析式得到一个二元方程组且有唯一解:
|
(3) |
为简化求解过程,可认为在第2个采样点处系统已经达到稳态,即暂态部分e-2npT/Tj=0,方程组的解为
|
(4) |
统一到基准周期下的模型系数为

|
(5) |
同第2节中描述的多速率系统,对于上述情况(3),慢采样输出yp在建模时域内对应每个输出uj(j=1,…,m)有V(V>2) 个阶跃响应采样点,表示为[b1j,…,bVj],采样点处时间为[npT,…,V·npT].在此情况下,3.1.1节中给出的1阶惯性等效方法不再适用,本文采用样条插值[18]对采样点间的信息进行补充,即将该输出的每两个采样点间的阶跃响应用一个多项式等效[19],则在非采样点处的阶跃响应系数可通过该等效多项式计算得到.样条函数的次数在此选择为2次(3次样条函数虽然平滑度更好,但在节点较多的情况下曲线震荡较2次样条函数大[20],曲线不够平稳,而过程模型一般比较平稳,因此选择2次函数).具体算法为:
首先根据V个慢采样输出的阶跃响应采样点构造出V+1个插值节点,其中第1个插值节点为原点:

|
在每2个节点间的输出值用一个二次多项式等效,即:

|
(6) |
同时定义其1阶导数Sq(1) (t):

|
(7) |
其中,t∈[(q-1)np,qnp],(θq2,θq1,θq0)为二次多项式系数,q=1,2,…,V.可见V个插值函数共有3V个待求参数,需要构造3V个方程进行求解.
为了使插值后的曲线更平滑,并且假设慢采样输出达到稳态时间后输出不再变化,则插值函数需要满足3个条件:
(1) 所有节点处函数连续;
(2) 除首末节点外的节点处1阶导数连续;
(3) 末端节点1阶导数为0.
根据条件(1) 可得2V个方程:
|
(8) |
根据条件(2)、条件(3) 可得V个方程:

|
(9) |
由以上3个条件构造出的3V个方程,写成矩阵形式为

|
(10) |
其中Z是3V×3V方阵,其元素是由0、1及np的多项式构成,矩阵规模较大,在此不给出具体结构;3V×1待求参数向量θ =[θ10,θ11,θ12,…,θV0,θV1,θV2]T,3V×1的输出向量b =[0,b1j,…,bVj,b1j,…,b(V-1)j,0,…,0]T.待求参数θ有唯一解:

|
(11) |
则统一到基准周期下的预测模型系数为

|
(12) |
其中,k=1,2,…,P,q=1+k/np.
3.2 慢采样输出的预测及校正策略对于多速率采样系统,由3.1节得到一个基于基准采样周期的预测模型,实现在每个基准采样周期对各个输出变量的预测,但是预测模型与实际过程会有偏差,需要对输出预测进行校正,基于单速率系统的模型标准预测控制算法在每个采样周期都会根据实际采集到的输出与预测值之差进行校正,而在实际工业控制过程中,多速率控制系统中的慢采样输出采样后一直保持到下一采样时刻,如果在每个采样基准周期直接利用该慢采样输出的保持值进行校正,由于这个保持值不是实际值,则可能造成错误的校正动作,特别当慢采样输出的采样速率过慢时会造成系统不稳定.本文提出多速率系统的模型预测控制策略,算法结构如图 1所示,在慢采样输出yp的采样时刻采集该输出的采样值yp(k+1)(k=np-1,2np-1,3np-1,…),在非采样时刻,用前一时刻对下一时刻的预测值ỹp,1(k+1|k)(k≠ np-1,2np-1,3np-1,…)作为输出值并计算预测误差,同时为了避免直接将该误差加入到控制器使控制器大幅动作而导致系统震荡,本文提出加入预测误差滤波器,使该误差逐步加入到控制系统中,提高系统的稳定性.

|
| 图 1 多速率系统的模型预测控制算法结构 Figure 1 The model predictive control structure for the multi-rate system |
以第2节提出的多速率系统为研究对象,慢采样被控输出yp的预测值为

|
(13) |
慢采样输出yp在非采样时刻认为预测值即为实际输出值,预测误差为0,yp的预测误差表示为
|
(14) |
由于在非采样时刻预测误差的累积,在采样时刻,系统的预测误差可能会很大,如果直接将式(14) 计算的误差加入到控制系统的反馈校正环节,系统会产生较为剧烈的控制作用,引起系统振荡.因此本文提出加入1阶惯性预测误差滤波器,对预测误差进行滤波处理,抑制因模型失配或高频干扰造成的系统震荡,提高系统的稳定性.1阶惯性滤波器的离散传递函数为

|
(15) |
将式(15) 变换成差分形式为

|
(16) |
其中e′p(k+1) 为k+1时刻滤波后的预测误差,e′p(k)为k时刻滤波后的预测误差,ep(k+1) 为k+1时刻的预测误差,α为预测误差滤波系数.
预测误差滤波系数α越小,惯性越大,滤波作用越强,反之亦然.α的大小要与慢采样输出的采样周期np相匹配,采样周期np越大,输出预测的累计误差会越大,就需要越大的滤波作用,即α越小.
对于其它被控输出,在k+1时刻首先测得各实际输出yi(k+1),然后与k时刻已经预测得到的k+1时刻的预测值比较,得到其它被控输出的预测误差;将所有的被控输出的预测误差整理成误差向量为
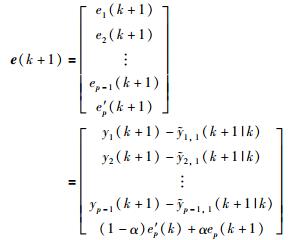
|
(17) |
通过式(13)、式(14)、式(17) 使得多速率系统的慢采样输出通道的预测与控制速率与其它正常输出的预测与控制速率相同,实现了模型预测控制在多速率系统上的应用.
3.3 控制策略实现步骤(1) 根据慢采样周期大小判定该时刻为慢采样输出的采样时刻还是非采样时刻.如果是慢采样输出采样时刻,进入步骤(2),否则进入步骤(3).
(2) 如果是采样时刻,采集慢采样输出值,计算实际预测误差,进入步骤(4).
(3) 如果是非采样时刻,对于慢采样输出,用预测值代替实际输出值,实际预测误差为0,进入步骤(4).
(4) 对于慢采样输出用1阶惯性预测误差滤波器求得滤波后的预测误差,用滤波后的预测误差修正预测值,对于其它被控输出,由实际输出值减去模型预测值求得预测误差,并校正相应预测值,进入步骤(5).
(5) 由多变量预测控制算法计算得到控制输入和输出预测,进入下一时刻.
4 多速率系统的模型预测控制应用仿真 4.1 重油分馏塔系统壳牌重油分馏塔的控制是一个标准的多变量控制问题,存在3个控制输入和3个被控输出,该重油分馏塔的过程模型为
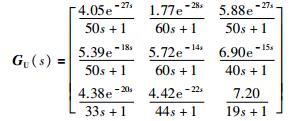
|
其中,过程的控制输入为[u1,u2,u3],过程的被控输出为[y1,y2,y3].基准采样周期为T=4 min,被控输出y3是慢采样输出,即输入u1、u2、u3及输出y1、y2的采样周期均为T=4 min,被控输出y3的采样周期Ty3=n3T(n3为大于1的整数).
针对此双速率系统应用本文所述模型预测控制策略,控制器的预测时域P=120,控制时域M=10,模型长度N=120.
4.2 慢采样输出预测模型仿真以慢采样被控输出y3与控制输入u1为例,根据3.1节提出的方法建立输入输出间的模型.分别取Ty3=40T(即3点插值)及Ty3=4T(即30点插值),插值曲线如图 2所示.

|
| 图 2 预测模型插值结果 Figure 2 The interpolation result of the prediction model |
从图 2可见,在建模时域内采用该方法能够得到平滑且平稳的曲线,并且采样点越多,插值曲线越接近实际曲线(如图 2中的30点插值曲线较3点插值更接近实际曲线).另外,从图 2中的30点插值曲线可以看出,最初的一段曲线与实际曲线相差较大,主要是因为系统中有纯时滞环节存在使得曲线出现折点、不平滑,本文提出的方法本质是插值得到一条平滑的曲线,对不平滑部分的插值会误差较大.要想进一步提高建模精度,可通过一定的分析预先估计时滞参数,去掉时滞后可进一步提高模型精度.如图 3所示,预先去掉时滞环节后模型精度有所提高.

|
| 图 3 去掉时滞后的预测模型插值结果 Figure 3 The interpolation result of the prediction model without delay |
为了验证所提方法的有效性,采用保持采样值至下一个采样时刻的控制策略进行对比分析.保持采样值至下一采样时刻输出是指对于多速率慢采样输出:在采样时刻,系统的实际输出值为实际采样值;在非采样时刻,系统的实际输出值用前一采样时刻的值.分别设定被控输出y3的采样周期为Ty3=5T、Ty3=10T、Ty3=30T,其中本文所提策略的预测误差滤波系数α=0.5.仿真结果分别如图 4~图 6所示.

|
| 图 4 Ty3=5T的控制效果 Figure 4 The control effects when Ty3=5T |

|
| 图 5 Ty3=10T的控制效果图 Figure 5 The control effects when Ty3=10T |

|
| 图 6 Ty3=30T的控制效果图 Figure 6 The control effects when Ty3=30T |
分析图 4仿真结果可以得出,两种控制策略最终都可以使被控输出达到输出设定点[0.5,-0.5,-0.5],保持采样时刻值至下一采样时刻作为输出值的控制策略,调节时间较长,对于慢采样输出的控制出现周期性波动.采用本文提出的控制策略,能较快地达到输出设定值,控制过程平滑,控制效果较好.
分析图 5、图 6仿真结果可以看出,当慢采样周期为40 min时,保持采样时刻值至下一采样时刻的控制策略对慢采样输出的周期性波动程度加大,控制效果恶化;当增加慢采样周期为120 min时,保持采样时刻值至下一采样时刻的控制策略对被控输出的控制作用出现了发散,而本文提出的控制策略能够对被控输出控制到输出设定值,说明本文提出的控制策略对慢采样周期的适用范围要更大一些.
4.4 控制效果影响因素分析用预测值代替输出值的控制策略可以解决多速率控制系统中,由于被控输出采样周期不同而产生的无法完成反馈校正的问题.对于系统的慢采样输出,在其非采样时刻,滤波后的预测误差值与用实际输出值和预测值相减得到的真实预测误差之间会有不同,即采用所提控制策略对预测值的反馈校正过程存在一定的偏差,慢采样周期越大,两个采样时刻之间的间隔越大,所产生的偏差越大,控制效果越差.此外,由于非采样时刻,预测偏差的存在,模型失配程度对所提控制策略的控制效果也会产生影响,所提控制策略对于慢采样周期的大小和模型失配程度有一定的适用范围.
4.4.1 不同慢采样周期对控制效果的影响由4.3节仿真结果可以得到,本文提出的预测值代替输出值的控制策略的控制效果与慢采样周期的大小有关系,有其实际应用中的局限性.
本节通过仿真研究定性分析慢采样周期的大小对所提控制策略控制效果的影响.仿真过程中,分别取慢采样输出y3的采样周期为y1、y2采样周期的5倍(20 min)、20倍(80 min)、50倍(200 min),控制效果如图 7所示.

|
| 图 7 不同慢采样周期的控制效果 Figure 7 The control effects of the different slow sampling period |
分析图 7中不同慢采样周期的控制效果可以得出慢采样周期越大,预测值代替输出值解决慢采样问题的控制策略的控制效果越差.对于慢采样周期过大的控制系统,应当通过技术改进和设备升级的方式改变控制系统采样器的采样频率,缩小慢采样输出的采样周期.
4.4.2 模型失配程度对控制效果的影响模型失配是影响预测控制器性能的因素之一[21].由于所提控制策略在慢采样输出的非采样时刻用预测值代替实际值进行预测误差计算并加入预测误差滤波器使得反馈校正环节可以完成,从而使模型预测控制算法具有一定的鲁棒性.如果模型失配超过一定的程度,由于在非采样时刻预测偏差的累积,模型失配会使所提控制策略的控制效果变差.
本节通过仿真研究定性分析模型失配程度对所提控制策略控制效果的影响.在仿真中,对模型中的第1路输入对第3路输出的响应增益进行失配,增益失配程度为10%、20%、30%的控制效果分别如图 8所示.

|
| 图 8 不同模型失配程度的控制效果 Figure 8 The control effects of the different model mismatch degree |
分析图 8不同模型失配程度的控制效果可知,模型失配程度越大,所提控制策略对慢采样输出y3的控制效果越差.这是由于模型失配程度越大,在非采样时刻,所提控制策略的预测偏差累积越多,控制器的预测值与系统的实际输出值之间的误差越大.由此分析可知,模型失配程度对所提控制策略的控制效果有很大的影响.
5 结论本文提出了一种适用于多速率系统的模型辨识及模型预测控制策略,并定性分析了该策略对于慢采样周期大小和模型失配程度的适用范围.针对慢采样输出,提出了一阶惯性等效建模和二次样条插值建模两种建模方法,在非采样时刻利用预测值代替实际输出值,在采样时刻采集输出值并计算预测误差,将该误差经一阶惯性滤波后对输出预测进行校正,实现了在基准周期下控制作用的同步.仿真结果表明所提策略能够将慢采样被控输出控制在输出设定值,具有更好的控制效果和采样周期适应性.本文仅用仿真的方法定性分析了慢采样周期大小和模型失配程度对所提控制策略的影响,对于其定量的适用范围有待进一步研究.
| [1] |
倪博溢, 萧德云.
多采样率系统的辨识问题综述[J]. 控制理论与应用, 2007, 26(1): 62–68.
Ni B Y, Xiao D Y. A survey on identification of multirate sampled systems[J]. Control Theory and Applications, 2007, 26(1): 62–68. |
| [2] |
李夏雨, 金惠良, 钟庆昌.
基于鲁棒稳定性的多速率采样控制系统设计[J]. 上海交通大学学报, 2013, 47(12): 1902–1906.
Li X Y, Jin H L, Zhong Q C. Optimal design of a multirate sampled-data control system based on robust stability[J]. Journal of Shanghai Jiaotong University, 2013, 47(12): 1902–1906. |
| [3] |
蒋亚丽, 邹媛媛, 牛玉刚.
多速率分段线性系统预测控制的显式设计[J]. 自动化学报, 2013, 39(5): 631–636.
Jiang Y L, Zou Y Y, Niu Y G. Explicit model predictive control for multi-rate piecewise linear systems[J]. Acta Automatica Sinica, 2013, 39(5): 631–636. |
| [4] | Khargonekar P, Poolla K, Tannenbaum A. Robust control of linear time-invariant plants using periodic compensation[J]. IEEE Transactions on Automatic Control, 1985, 30(11): 1088–1096. DOI:10.1109/TAC.1985.1103841 |
| [5] | Rossiter J A, Sheng J, Chen T W. Interpretations of a options in dual-rate predictive control[J]. Journal of Process Control, 2005, 15(2): 135–148. DOI:10.1016/j.jprocont.2004.06.005 |
| [6] | Li D G, Shah S L, Chen T W. Analysis of dual-rate inferential control systems[J]. Automatica, 2002, 38(6): 1053–1059. DOI:10.1016/S0005-1098(01)00295-3 |
| [7] | Ding F, Chen T W. Modeling and identification for multi-rate systems[J]. Acta Automatica Sinica, 2005, 31(1): 105–122. |
| [8] | 马爱良. 多速率预测控制系统的研究[D]. 杭州: 浙江大学, 2010. Ma A L. Analysis of multi-rate predictive cvontrol system[D]. Hangzhou:Zhejiang University, 2010. http://cdmd.cnki.com.cn/Article/CDMD-10335-2010067799.htm |
| [9] |
席裕庚.
预测控制[M]. 2版. 北京: 国防工业出版, 2013: 1-9.
Xi Y G. Predictive control[M]. 2nd ed. Beijing: National Defense Industry Press, 2013: 1-9. |
| [10] |
杜德伟, 邹涛, 李永民, 等.
一种面向输入输出故障的变结构模型预测控制方法[J]. 信息与控制, 2016, 45(6): 653–659.
Du D W, Zou T, Li Y M, et al. Model predictive control method with variable structure to input-output faults[J]. Information and Control, 2016, 45(6): 653–659. |
| [11] |
陆顾新, 黄道平, 陈铁梅, 等.
基于不同建模周期的多变量预测控制研究[J]. 工业仪表与自动化装置, 2003(5): 3–6.
Lu G X, Huang D P, Chen T M, et al. A study of multivariable predictive control based on a different sampling period[J]. Industrial Instrumentation and Automation, 2003(5): 3–6. |
| [12] |
肖建, 徐志根.
多采样率数字控制系统综述[J]. 信息与控制, 2003, 32(5): 436–441.
Xiao J, Xu Z G. Survey on the research of multirate digital control systems[J]. Information and Control, 2003, 32(5): 436–441. |
| [13] |
马爱良, 周立芳.
多速率预测系统最优采样周期的研究[J]. 计算机与应用化学, 2010, 27(1): 77–81.
Ma A L, Zhou L F. Study on optimal sampling period of multi rate prediction system[J]. Computers and Applied Chemistry, 2010, 27(1): 77–81. |
| [14] |
邹涛, 李海强, 丁宝苍, 等.
多变量预测控制系统稳态解的相容性与唯一性分析[J]. 自动化学报, 2013, 39(5): 519–529.
Zou T, Li H Q, Ding B C, et al. Compatibility and uniqueness analyses of steady state solution for multi-variable predictive control systems[J]. Acta Automatica Sinica, 2013, 39(5): 519–529. |
| [15] |
庞强, 夏琼, 邹涛, 等.
一种基于模型参考自适应辨识的半自动模型预测控制方法[J]. 信息与控制, 2014, 43(6): 681–689.
Pang Q, Xia Q, Zou T, et al. The semi-automatic model predictive control method based on model reference adaptive identification algorithm[J]. Information and Control, 2014, 43(6): 681–689. |
| [16] |
邹涛, 丁宝苍, 张端.
模型预测控制工程应用导论[M]. 北京: 化学工业出版社, 2010: 123-126.
Zou T, Ding B C, Zhang D. MPC:An introduction to industrial application[M]. Beijing: Chemical Industrial Press, 2010: 123-126. |
| [17] |
高强, 李航.
基于单变量与多变量系统的模型预测控制研究[J]. 计算机工程与设计, 2013, 34(9): 3266–3272.
Gao Q, Li H. Research of model predictive control based on SISO and MIMO system[J]. Computer Engineering and Design, 2013, 34(9): 3266–3272. |
| [18] |
吴微, 师佳, 周华, 等.
基于样条插值模型的间歇精馏模拟与预测控制[J]. 化工学报, 2012, 63(4): 1124–1131.
Wu W, Shi J, Zhou H, et al. Simulation and predictive control based on spline interpolation model of batch distillation[J]. CIESC Journal, 2012, 63(4): 1124–1131. |
| [19] |
刘娣, 薄煜明, 吴盘龙.
基于伪码自相关特性与三次样条插值的GPS信号快速捕获算法[J]. 信息与控制, 2011, 40(2): 187–197.
Liu D, Bo Y M, Wu P L. GPS signal fast acquisition algorithm based on PN code auto-correlation property and cubic-spline interpolation method[J]. Information and Control, 2011, 40(2): 187–197. |
| [20] |
拓占宇, 黄奕乔, 沈牧文, 等.
基于3次样条插值的数控机床几何与热复合定位误差建模[J]. 上海交通大学学报, 2016, 50(5): 668–672.
Tuo Z Y, Huang Y Q, Shen M W, et al. Modeling of geometric and thermal complex positioning error of CNC machine tools based on cubic spline interpolation[J]. Journal of Shanghai Jiaotong University, 2016, 50(5): 668–672. |
| [21] | 王学剑. 预测控制模型失配的性能评价与监视[D]. 青岛: 中国石油大学, 2010. Wang X J. Performance assessment and monitoring of MPC with model-plant mismatch[D]. Qingdao:China University of Petroleum, 2010. http://cdmd.cnki.com.cn/Article/CDMD-10425-2010281194.htm |